常圧蒸留装置に生じる腐食と防食溶射による局部腐食対策
常圧蒸留装置は、原油を加熱し、塔内で沸点範囲ごとに留分を分離する基幹設備です。運転中の塔内外では、硫化水素や二酸化炭素、原油由来の塩化物が関与する腐食因子が複合して作用します。とりわけ塔頂系(塔頂部外殻・塔頂棚段・塔頂ライン・凝縮器入口・還流槽)では、塩化物の加水分解で生じる塩酸分や上流で生成した塩類が凝縮水に影響し、酸性凝縮水腐食や塩類堆積に伴う局部腐食(孔食)が起こりやすくなります。
さらに、塔内の引抜き部や還流系の曲管・接続部では、流れによる衝突・せん断に起因するエロージョン・コロージョンが重畳し、仕切り板や溶接止端まわりではすきま環境が形成されやすく、局部腐食の起点となります。高温側(加熱炉出口〜フラッシュ部、移送ライン)では、硫化による高温腐食や原油性状に応じた有機酸の影響が加わることもあり、常圧蒸留装置は塔頂の酸性凝縮水領域から塔下部の高温領域まで、多様な腐食様式が併存する設備といえます。

事例紹介:常圧蒸留装置への防食溶射施工事例
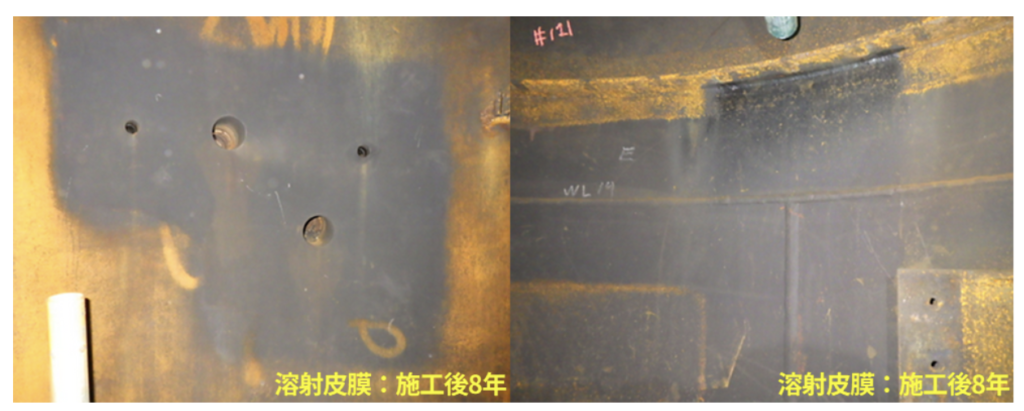
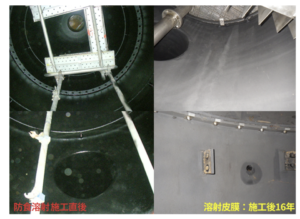
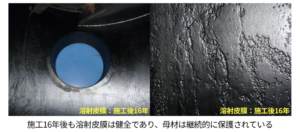
ある常圧蒸留装置の塔頂系では、塔頂部外殻、塔頂ラインの初段曲管、凝縮器入口、還流槽の接続部で、酸性凝縮水や塩類堆積を起点とする孔食と減肉が確認されていました。従来は肉盛り溶接を検討しましたが、計画停止に合わせ、対象部位を中心にブラスト処理後、耐食金属系の防食溶射を施工しました。形成された金属皮膜が腐食環境との接触を断ち、堆積・すきま・濡れ乾きが重なる領域で局部アノードの形成を抑制するとともに、曲管の衝突帯では流動摩耗腐食の進行も抑えられました。運転再開後の内部点検でも新たな深刻腐食は認められず、減肉傾向の収束が確認されています。類似設備においても、有機被覆から溶射皮膜に切り替えた事例で複数回の点検時点における皮膜健全性が確認されており、常圧蒸留装置に対する防食溶射の実用性と有効性を裏付けています。
以上のように、常圧蒸留装置は塔頂の酸性凝縮水腐食・塩類堆積、引抜き部や曲管のエロージョン・コロージョン、すきま腐食、濡れ乾きの繰り返し、溶接部の電位差影響、さらに高温側での影響が複合する設備です。防食溶射は遮断性・耐久性・施工性・保全性の観点から、長期安定運転と保全費低減に資する有力な選択肢となります。
従来の対応方法とその限界
常圧蒸留装置に生じる腐食対策には様々な方法がありますが、いずれも一長一短が指摘されています。
原油前処理・塔頂系運転の最適化
原油の前処理や塔頂系の水洗・中和剤・被膜形成型薬剤の最適化は、塩類や酸性度の管理に有効です。ただし、原油性状や負荷変動により塩類や酸の分布が変わりやすく、堆積や濃縮が再形成される場合があります。運転条件が整っていても、局部的な滞留や濡れ乾きが続く箇所では、腐食が間欠的に進み得ます。
材質選定
塔頂系の低温腐食・塔下部の高温腐食を念頭に、適切な炭素鋼仕様の見直しや限定的な耐食合金の採用は一定の効果を示します。一方で、全面的な高合金化はコスト・工期・調達性の制約が大きく、塩類堆積やすきま環境など局所条件が支配する部位では、材質だけで再発を完全に抑え込めないことがあります。
有機内面被覆
内面被覆は初期バリアとして機能しますが、温度サイクルや蒸気吹き、化学洗浄などの負荷で軟化・膨れ・剥離を生じやすく、微小欠陥や剥離部から下地鋼板が露出すると、そこを起点に局部腐食が拡大します。部分補修や再被覆の頻度が高まり、停止日数と保全費が増大しがちです。
溶接補修・板厚肉盛り
塔頂ラインの曲管部や塔内の引抜き部、底部滞留域の減肉に対し、肉盛り溶接やパッチ当てで対応する方法があります。ただし、圧力容器部材の補修では施工後に応力除去熱処理を要する場合があり、開先加工や熱影響による材質変化・歪みのリスクも無視できません。計画外停止での実施は難しく、工期・コストの負担が大きくなります。以上のように、酸性凝縮水腐食・塩類堆積・流動摩耗腐食・すきま腐食といった複合的な様式に対し、従来手法のみで長期的に再発を抑制するには限界があります。
防食溶射の有効性

防食溶射は、溶融した金属粒子を高速で基材表面に吹き付け、緻密な金属被膜を形成します。防食溶射による金属皮膜は、母材を腐食因子から遮断し、塔頂の酸性凝縮水支配域から高温側の影響部まで、多様な環境で局部腐食の発生・進展を抑える実装性の高いバリアとなります。
以下に、防食溶射による腐食対策の主な利点をまとめます。
①堆積物・すきま・濡れ乾き領域の遮断
連続した金属皮膜が鋼表面を覆い、塔頂部・塔内棚段・接続部・付属品周りに生じやすい塩類堆積、すきま環境、濡れ乾きの繰り返しから下地鋼板を隔離します。差動通気やpH低下、塩類濃縮が成立しやすい条件でも、局部アノードの形成と孔食の深掘れを抑制します。
②酸性凝縮水・混相流・高温影響下での耐久性
アルミニウム系や耐食性の高い合金系の溶射皮膜は、湿潤硫化水素・二酸化炭素・塩化物が混在する塔頂系や、温度変動が大きい領域でも安定した保護を示します。有機被覆のように温度サイクルや蒸気吹きで軟化・剥離を起こしにくく、洗浄や再起動を繰り返す装置でも長期にわたり機能を維持できます。
③現場施工性(低入熱・常温施工)
溶射は母材への熱影響が小さく、溶接肉盛りのような熱歪みや性質低下を招きません。常温で施工できるため、硬化養生や応力除去熱処理(PWHT)も不要です。塔頂部外殻、塔頂ラインの初段曲管、凝縮器入口、還流槽の接続部など、停止期間内に重点箇所へ広範囲の処置が可能です。
④局所補修・再施工の容易さ
曲管の衝突帯や棚段まわりなど損傷が集中する箇所は、当該部のみブラスト→再溶射で補修できます。全面更新を要さず、保全計画の柔軟性が高まります。
⑤検査・寿命管理の容易さ
金属皮膜であるため、超音波厚さ計による減肉モニタリングや外観検査を継続的に実施できます。防食溶射へ切り替えた設備では、有機内面被覆に比べ補修頻度と停止日数が抑えられ、ライフサイクルコストの低減が報告されています。
常圧蒸留装置における局部腐食(酸性凝縮水腐食・塩類堆積・流動摩耗腐食・すきま腐食・濡れ乾きの繰り返し)は、塔頂から移送ラインまでの広範囲で発生しやすく、原油性状や運転変動の影響で局所条件が重なりやすいのが実情です。これらが同時に作用すると、限られた部位で減肉が進み、設備の信頼性を左右する懸念につながります。
従来の前処理・水洗・中和剤・被膜形成型薬剤の最適化、材質選定、有機内面被覆、溶接補修といった手法だけでは、再堆積・再濃縮や被覆の劣化・はく離、局部アノードの再形成を完全には断ち切れません。結果として、漏えいリスクや予定外停止の懸念が残り、保全費や停止日数の増加に直結する場面が生じます。
一方で、カンメタエンジニアリングの防食溶射に代表される金属溶射は、遮断性・耐久性・施工性の観点から、常圧蒸留装置特有の複合損傷に対して現実的かつ有効な解となり得ます。塔頂部の酸性凝縮水支配域から曲管・接続部・棚段周りのすきま環境、濡れ乾き帯まで、連続した金属皮膜が下地と腐食因子の接触を断ち、再発の芽を抑制。局部損傷は再ブラスト→再溶射で機動的に補修でき、超音波厚さ計等による監視とも相性がよく、長期のライフサイクルコスト低減に寄与します。
まずは、最新点検結果にもとづく適用範囲の選定、必要に応じた試験片評価、そして計画停止に合わせた確実な実装をご検討ください。「カンメタエンジニアリングの防食溶射」という選択肢が、常圧蒸留装置の局部腐食対策を一段と前に進め、設備の寿命延長と信頼性向上に貢献します。