石油精製デソルターのデポジット腐食と防食溶射による局部腐食対策
デソルターは原油中に含まれる塩分(NaCl, MgCl2, CaCl2)や泥などの不純物を除去する石油精製装置です。原油を約100~150℃に加熱して淡水(数%)と混合し、静電場で水滴を凝集させることで塩分を水相に分離します。しかし、デソルター内部では高温下で塩化マグネシウムや塩化カルシウムが加水分解し腐食性の塩化水素(HCl)を生成し、原油由来の硫化水素(H₂S)とも相まって極めて腐食性の環境が生じます。
その結果、槽内底部には泥や塩分を含むスラッジが堆積し、堆積物下で局所的に腐食が進行する「デポジット腐食(堆積物下腐食)」が発生しやすくなります。実際、ある研究ではスラッジ堆積下の腐食速度が30 mm/年に達し、堆積物がない場合の一般腐食速度(1 mm/年未満)を桁違いに上回ったと報告されています。このようなデソルターの局部腐食(ピッティング)は短期間で深刻な減肉を引き起こし、設備の信頼性を脅かす課題となっています。

事例紹介:デソルター底部への防食溶射施工事例
石油精製所のデソルター槽内底部では、スラッジ堆積下の局部腐食により鋼板に深いピットや減肉が多数発生していました。従来は減肉部への肉盛り溶接による補修も検討されましたが、代替策として腐食部をブラスト清掃した後にアルミニウム合金の防食溶射を施工しました。
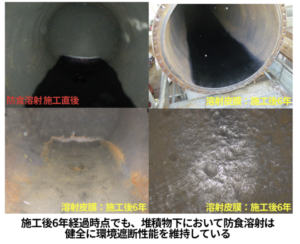
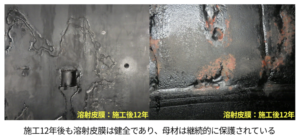
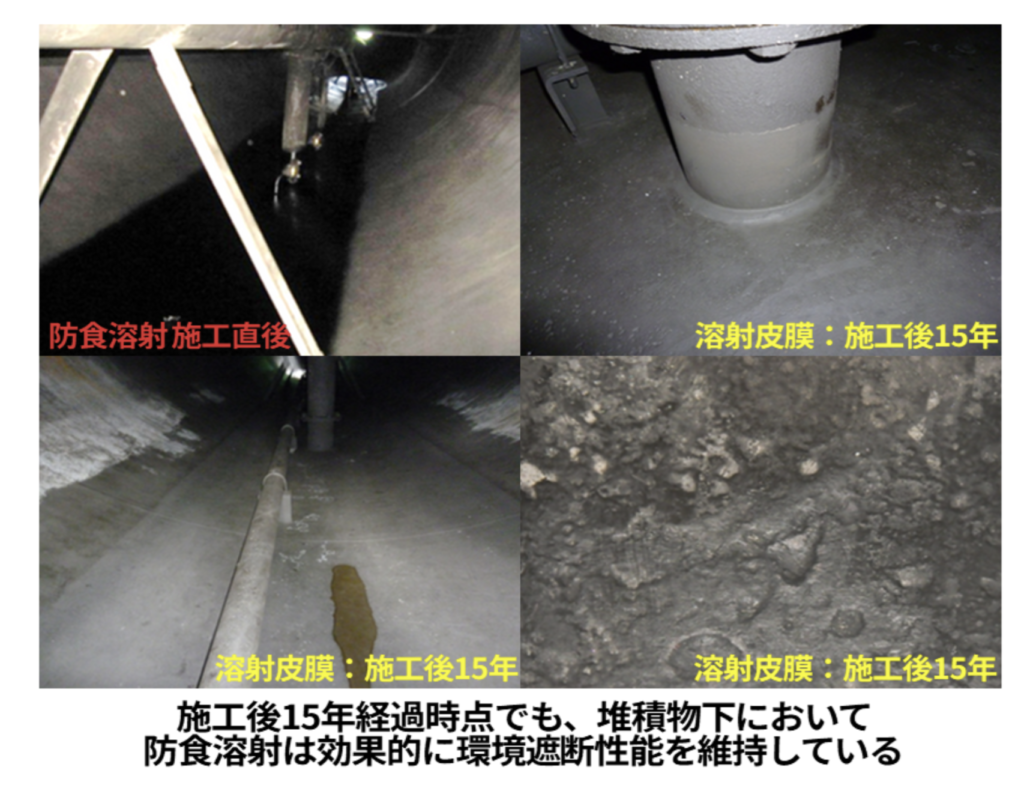
溶射されたアルミ皮膜が鋼板を覆って腐食環境との接触を断ち、さらにアルミニウムの犠牲防食効果(鋼より先に溶解して腐食を防ぐ作用)も期待できるため、施工後は底部における腐食進行が明らかに抑制されました。
次回の定期内部検査でも同部位に新たな深刻腐食は認められず、腐食の再発防止と設備寿命の延長に大きく貢献しています。実際、海外の類似事例でも従来の有機ライニングを溶射合金皮膜に置き換えたデソルターにおいて、4年後の検査時点でも溶射皮膜に厚み減少が全く見られなかったと報告されています。
従来の対応方法とその限界
デソルターにおけるデポジット腐食への従来対策には様々な方法がありますが、いずれも一長一短が指摘されています。
定期洗浄によるスラッジ除去
デソルター底部に堆積したスラッジは、通常はサンドジェット(水噴射)などで定期的に洗浄・排出されます。これは堆積物の滞留時間を減らし腐食を緩和する目的ですが、洗浄間隔の合間にも腐食は進行し得ます。また一度深く進行した局部腐食は清掃後も止まらず進行している場合が多く、定期洗浄だけでは根本的な腐食防止には不十分です。
材質選定
腐食環境に強いオーステナイト系ステンレス鋼など耐食材を採用する方法も取られます。実際、高価な耐食合金はコスト・工期の面で制約が大きく、結局大規模な補修交換が必要となります。
防食塗装(有機ライニング)
デソルター内部に耐食性の高い樹脂ライニングやコーティングを施すことも一般的な対策です。腐食開始を抑制できるものの、デソルター内部の高温・湿潤環境では有機塗膜が蒸気吹き(スチームアウト)や急激な温度変化で劣化・剥離しやすいことが報告されています。塗膜にピンホールや剥離部が生じ下地の鋼板が露出すると、そこから局部腐食が急速に進展するリスクがあります。また、塗膜は数年ごとの塗り替えや部分補修が必要になる場合が多く、補修作業には長い工期と高度な施工管理が伴うため、稼働率の低下やメンテナンス費用増大につながります。
溶接補修・板厚肉盛り
定期検査で見つかった底部のピットや減肉部に対し、肉盛り溶接やパッチ当てによる補修を行う場合もあります。しかし圧力容器の肉厚部分を補修溶接するには、施工後に応力除去の熱処理が必要となる場合が多く、内部での溶接作業は歪みや熱影響による材質劣化のリスクも高いとされています。さらに溶接補修や容器の一部取り替えは工期・コストの面で負担が大きく、定期シャットダウン以外のタイミングで実施するのは現実的に困難です。以上のように、従来手法ではデポジット腐食を根本から防ぐには限界があり、より持続的かつ実行可能な対策が求められていました。
防食溶射の有効性

防食溶射は、溶融した金属粒子を高速で基材表面に吹き付け、緻密な金属被膜を形成します。防食溶射によって得られる金属皮膜は母材鋼板を腐食環境から遮断し、スラッジ堆積下でも腐食の進行を食い止める効果的なバリアとなります。
以下に、防食溶射による腐食対策の主な利点をまとめます。
①堆積物下での腐食遮断
溶射金属皮膜が鋼材表面を完全に覆うことで、泥や塩類が堆積した状態でも下地鋼板に腐食性の水分・塩分が接触するのを防ぎます[10]。たとえスラッジ中にH₂Sや塩化物が存在しても、溶射層が物理的・化学的バリアとなり局部腐食(ピット)の発生を抑制します。
②高温・湿潤環境下での耐久性
アルミニウムやNi-Cr-Mo合金などの溶射コーティングは、湿潤硫化水素や塩化物が存在する過酷な環境下でも安定な耐食性を示します。有機塗装のように高温スチームや熱サイクルで軟化・剥離することがなく[8]、スラッジ洗浄(蒸気吹き)にも耐えるため、長期間にわたり保護機能を維持できます。
③現場施工性の高さ
溶射は火花こそ飛ぶものの母材への熱影響が小さいプロセスであり、溶接肉盛りのような母材の熱歪みや性質低下を招きません。また溶射は常温で施工できるため塗装のような硬化養生や、溶接後の応力除去熱処理(PWHT)も不要です。大型のデソルター塔でも内部に足場を組んで専用機材で直接施工でき、比較的短時間(数日程度)で広範囲を処置できる点も利点です。
④部分補修や再施工が容易
防食溶射皮膜は機械的損傷があった場合でも、その部分だけを再度ブラスト処理し再溶射することで補修可能です。全体を再施工し直さなくても局所的な補修が効くため、将来的なメンテナンス性にも優れています。
⑤検査・寿命管理の容易さ
溶射皮膜は金属層のため、肉厚測定(超音波厚さ計など)による減肉モニタリングや外観検査が継続的に実施できます。定期的な検査で皮膜状態を確認しつつ長期運転が可能で、実際に防食溶射へ切り替えたプラントでは有機ライニングに比べ補修・再塗装の頻度が大幅に低下し、結果的に数千万ドル規模(数十億円)のコスト削減効果が報告されています。耐久性の高い溶射皮膜はライフサイクルコストの低減にも寄与します。
石油精製装置デソルターにおけるスラッジ堆積下の局部腐食(デポジット腐食)は、現場技術者にとって深刻な課題ですが、従来の洗浄・材質・塗装対策にはそれぞれ弱点があり抜本的な解決が難しい状況でした。こうした中で、防食溶射は腐食発生そのものを長期にわたり遮断できる現実的な対策として注目されています。既述のように、防食溶射皮膜はデソルター底部の過酷な腐食環境にも耐える高い防食効果を発揮し、現場適用性にも優れます。実際に海外プラントでの適用例でも長期間にわたり腐食停止・再発防止が確認されており、運転の信頼性向上やメンテナンス費用の削減にも寄与しました。
デソルターのように堆積物下腐食に悩む現場に対し、防食溶射は有効で現実的な腐食対策と言えるでしょう。適切に施工された防食溶射コーティングは、石油精製装置の腐食対策として大きな効果を発揮します。今後デソルターの寿命管理において、防食溶射は信頼性向上のキーソリューションとなると期待されます。